Лазерная наплавка прокатных валков стана холодной прокатки «КВАРТО-160»

Лазерная наплавка проводилась в автоматическом режиме на лазерном технологическом комплексе TruLaser Robot 5020 с защитой зоны наплавки Ar. Для оценки качества наплавленных слоев был произведен металлографический анализ наплавленных образцов-свидетелей, определены механические характеристики (твердость). Стандартные характеристики механических свойств определяли при комнатной температуре. Исследование микроструктуры проводили на металлографическом микроскопе Neophot 4. Захват изображения осуществлялся с помощью оптической системы Opticam 5. Измерения геометрических параметров проводились с помощью специализированного программного комплекса Optika Vision Pro V.2.7. Твердость определяли на шлифах на твердомерах типа ТК (Роквелл), микротвердость определялась на микротвердомере ПМТ-3 при нагрузке 100 г. по ГОСТ 9013-59. Геометрические параметры наплавки изображены на общем виде наплавленной зоны образца-свидетеля

Структура материала выявлена травлением концентрированной азотной кислотой. Структура наплавленного слоя при данном виде травления не выявляется в связи с высокой химической стойкостью материала наплавки, и область наплавки выглядит светлой.
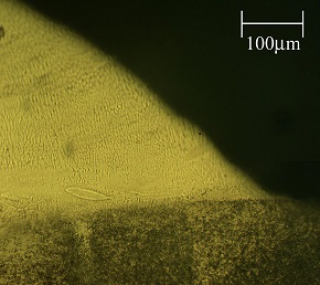
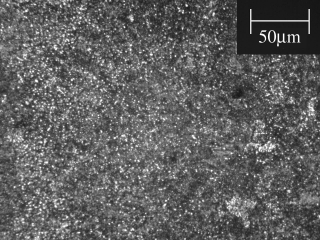
Материал основы после травления имеет мелкодисперсное сорбито-трооститное строение
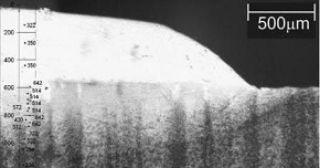
Твердость наплавленного металла находилась в пределах 40 – 42 HRC, твердость основного металла 21 – 23 HRC. Измерение твердости зон сплавления и термического влияния показало большой разброс результатов: от 21 HRC до пикового значения 60 HRC. Распределение микротвердости вдоль оси симметрии наплавленного металла изображено на рисунке 3. Микротвердость наплавленного слоя находилась в диапазоне 322 – 350 HV, зоны проплавления 514 – 572 HV, зоны термического влияния 572 – 642 HV, основного металла 236 – 254 HV